
CAMPFIRE bundles development activities for the entire hydrogen transport chain based on green ammonia. In subproject CF06_3 of the CAMPFIRE implementation project, the goal is the development of a dynamic Haber-Bosch synthesis reactor for the seasonal storage of fluctuating regenerative energy in ammonia. For this purpose, a new process technology is being developed that can be operated using fluctuating energy and allows for economical operation with a low full-load hour count. The development work includes an innovative plant and reactor concept, novel and cost-effectively produced catalysts, as well as the implementation of the reactor in two expansion stages of 15 kW and 200 kW.
In the project, KIT is leading the development and construction of a reactor for flexible production of ammonia according to the Haber-Bosch process using up to 15 kW of regionally generated renewable energy. The uniqueness of the reactor, based on a double pipe, lies in its reaction control using the countercurrent principle with a falling temperature profile. This allows following the optimal temperature trajectory to achieve the highest possible conversion rate. The reactor is equipped with flow guiding elements (FGE) characterized by their unique fluid dynamics. The determination of the optimal reaction path is carried out through a mathematical model describing the FGE. The heat transfer properties of the FGE are calculated to accurately determine their structures. These calculations are coupled with a kinetic model according to Temkin. This enables placing the optimal trajectory of the reaction (Figure 1, marked in red, inner pipe with catalyst) onto the MAX-RATE curve (dashed line below the equilibrium line). The blue curve describes the temperature profile in the annular gap of the double pipe reactor. One boundary condition is the use of a commercial catalyst based on wüstite. The design calculations result in a highly efficient reactor, i.e., the smallest size with the best possible reaction control. Based on the results, a laboratory-sized reactor will be built and tested as the first step. Figure 2 shows a schematic of the double pipe reactor.
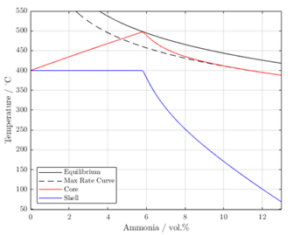 Figure 1: Temperature as a function of ammonia content for an N2/H2 mixture of 1:3 for 50 bar total pressure.
Figure 1: Temperature as a function of ammonia content for an N2/H2 mixture of 1:3 for 50 bar total pressure.
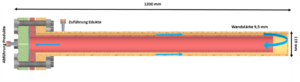
Figure 2: Sketch of the double-tube reactor for ammonia synthesis by the Haber-Bosch process. The blue arrows describe the material flow in the annular gap and in the inner tube of the reactor equipped with SLE.
For the application of the catalyst to the flow guiding elements, the selected commercial catalyst is provided by the associated partner Heraeus. A dip coating process is employed to coat the flow guiding elements (FGE) with a MgO carrier layer produced by electrophoresis, along with the catalyst suspension. In parallel with the use of commercial catalysts, the collaborative project also develops a novel synthesis method for producing the catalyst. Using an atmospheric plasma process at the INP, the catalyst based on cesium- and potassium-activated ruthenium on graphene is created from an aqueous salt solution and ethanol, aiming for a ruthenium content of 24 weight percent. The SKZ Kunststoffzentrum was engaged as a contractor for the suspension development. The dip coating process for the new suspension is optimized to ensure high reproducibility of the coating and a homogeneous distribution of the catalyst.
The performance of both the commercial and the novel catalysts developed in the project is examined in a dedicated test setup at the University of Rostock, following predetermined test protocols. A modular cross-flow reactor allows for adjusting temperature and concentration profiles. Analysis is carried out using an online-coupled mass spectrometer. Key questions include the robustness of the catalysts under varying load conditions and potential deactivation pathways. The experimental work is complemented by quantum chemical calculations by the company Creative Quantum.
In the collaborative project, ZBT, in close cooperation with INP at the CAMPFIRE Open Innovation Lab (COIL), is developing the plant concept for both expansion stages. In the project’s progress, all technological interfaces, e.g., for electrolysis or nitrogen generation, were finalized for the functional prototype, and from that, the parameters and requirements for the components were derived. All necessary conditions, such as composition of substances, operating pressure, temperatures before and after the reactor, as well as ambient temperatures, were taken into account in a simulation of the entire plant. The mass flow and design of the system are based on the electrolysis capacity of initially 15 kW in the first expansion stage; a capacity of 200 kW is targeted for the second expansion stage. In COIL, the detailed planning of the test field CF06_3 ammonia mid-load plant and the required infrastructure and safety requirements were designed. The implementation of the plant in COIL is scheduled to start from the end of 2024.





